| 产品特性:硬度高 | 是否进口:否 | 产地:天津 |
| 品牌:铸桥 | 型号:YD | 焊芯直径:3.2 4.0mm |
| 牌号:YD | 类型:堆焊焊条 | 材质:合金 |
| 药皮性质:碱性焊条 | 直径:3.2 4.0mm | 长度:400mm |
| 焊接电流:160A | 电流幅度:190A | 熔点:1200 |
| 工作温度:300℃ | 适用范围:堆焊打底焊层,采用中性焰,用打底焊条***不断搅动熔剂,并随之熔化,焊咀不断运行,其运行速度恰好与打底 | 硬度HRC:65 |
四方牌耐磨焊条
四方特种耐磨焊条有限公司品牌涉及的不仅仅是 “形象”,为基本的是品牌维系于消费者对一种产品或一个公司的现行体验之中。因此,品牌管理比品牌创建更为重要。可以将品牌生命延续的做法是把客户引入到品牌关系中来,让客户与品牌之间长时间形成的信赖关系维持和巩固品牌的更新换代。即使品牌与客户之间的关系还没有显现出来,但客观上经济利益的驱动已经使发展和维护关键客户转化成了塑造品牌基本的行动 ,客户和品牌之间的关系就越紧密,同时,日积月累。一个好的、寿命长久的品牌正是建立在与它的客户紧密关系基础之上形成的。
用耐磨电焊条堆焊在砖机螺旋绞刀的磨损部位,已被许多砖厂认同是一项简便易行,降耗节支的有效措施。但各厂的使用效果并不完全一样,除焊条本身的质量外,操作方法是主要原因。 螺旋绞刀在排挤泥料时,产生滑动。因此要求绞刀的推进表面应光洁,才能减小阻力。所以,如果一次就同时在所有的绞刀表面上都堆焊耐磨焊条,必将因其表面粗糙, ,泥条挤不出来,泥缸严重发烧,无法生产。其实,砖机上的各节螺旋绞刀磨损并不一样,挤出泥料的首节比只承担和输送泥料任务的尾节的磨损要大五?六倍!就是同一节绞刀,其各部的磨损也相差***:绞刀叶片正面要推挤泥料,磨损***;而叶片的背面,几乎不受什么压力,磨损极小;叶片的棱边,不仅线速度,而且要与泥缸内壁粘附的泥料强烈摩擦, ;而绞刀轴套的直径只有叶片外缘直径的三分之一,磨损量也只有它的三分之一;至于首节绞刀的副叶,由于肩负切开和挤出泥料的双重任务,全身受磨损量就。我们在作耐磨层的堆焊时,应该是边棱部分厚,可达5mm。叶片正面只从边缘向中间堆约50mm宽的一幅,而这一幅应是边部较厚的3~4mm,往中间渐薄幅叶则应按上述原则前?后?边棱全部堆焊,绞刀的其他部位,都不必堆焊。
由于砖机螺旋绞刀和搅拌机叶片只有磨粒磨损,没有冲击负荷,又希望焊层表面平整,所以堆焊时应采用电弧长度略大于焊条直径的长弧焊接;并采用蛇形(W)运条法或8字形(888)运条法。这样,只需用较少的焊条,较高的工效而得到一个宽而平整的优良耐磨表层。
在堆焊砖机的螺旋绞刀正面时,为了不使焊道给予泥料增加太多的阻力,应顺着泥流前进的方向即顺叶片圆弧方向堆焊,切不可沿半径横向堆焊,以致泥料沿叶片向前滑动时跨门坎。

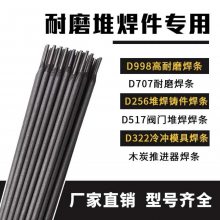
D678铸铁堆焊焊条 型号: EDZ-131-08
说明:含钨铸铁堆焊焊条,。
用途:用于矿山机械和破碎机零部件等受磨料磨损部件的堆焊。
熔敷金属化学成分/%
C 1.5-2.2 W 8-10 其他≤1
堆焊硬度HRC:≥50
D680/D687高铬铸铁堆焊焊条 型号: EDZCr-D-15
说明:含硼高铬铸铁堆焊焊条,采用直流反接。电弧稳定,飞溅小,渣少,脱渣容易,堆焊层即使使用硬质合金刀具也难以进行切割加工,只能研磨,金相组织为马氏体+粗大复合碳化物。
用途:用于强烈磨损的场合,如牙轮钻头小轴、煤孔挖掘机、提升斗、破碎机辊、泵框筒、混合气叶片等。
熔敷金属化学成分/%
C 3-4 Si≤3 Mn 1.5-3.5 Cr 22-32 B 0.5-2.5 其他≤6
堆焊硬度HRC:≥58
D916碳化硼耐磨堆焊焊条
说明:含碳化硼的耐磨料磨损堆焊焊条,交直流两用,具有良好的抗磨料磨损性。
用途:用于受强烈磨料磨损部件的堆焊修复,如排风机叶轮、泥浆泵、煤矿溜槽熔敷金属化学成分/%
C 2-3 Cr≤5 B 1.5-2.5 其他≤5
堆焊硬度HRC:≥64
D918高铬铸铁堆焊焊条 型号:EDZ-A2-08
说明:有较好的抗氧化性、抗气蚀性。
用途:用于受中等或剧烈冲击情况下磨料磨损,如农业机械、矿山机械、粉碎机等。
熔敷金属化学成分/%
C 3-4.5 Si≤2.5 Mn≤1.5 Cr 26-34 Mo 2-3 Nb 0.6-1
堆焊硬度HRC:≥60